
简介
透射电子显微镜(TEM)和扫描电子显微镜(SEM)等电子显微镜技术,广泛应用于获取生物或非生物材料样品的结构信息。在电子显微镜(EM)应用中,较厚的样品被切割成厚度小于100纳米的超薄切片。
该样品制备方法有助于获取高分辨率的电子显微镜图像,并且能够进一步通过计算重建从多个连续切片中收集的信息,从而获得较厚样品的概览(体积电子显微镜学)。
样品块的修整
为了获得具有特定厚度的均匀切片,必须执行多个手动步骤,并具备相应的技能和专业知识。
粗修
在切割感兴趣区域之前,必须对样品进行初步修整,以露出目标点,并去除过量的无样品聚合物或非目标样品区域。通常,修整的结果是形成(堆叠的)金字塔形状,其尺寸逐渐减小(图1)。


精修
接下来,将样品块安装在超薄切片机上,并使用修块刀减小样品区域并塑造其形状,以形成最终的切面。精修的目的是将样品感兴趣区域包含在小于1平方毫米的矩形或梯形区域内,并使上下边缘与切片刀完全平行(图3),这将在后续步骤中允许切片彼此粘附形成带状。带状切片可以整体收集,使用户能够按照切片的顺序进行拍摄,这对于阵列断层扫描应用尤其重要。

样品与切片刀之间对齐
在对样品块进行修整以获得平坦且暴露的块面后,将其正确对齐到切片刀边缘至关重要。最终目标是使样品与切割平面之间的距离尽可能小,以避免样品材料损失和切片不完整。
完美对齐样品和切片刀是一项具有挑战性的任务。它需要精密地手动调整样品倾斜、旋转和切片刀角度,同时需要正确地控制样品进给(进刀)。
这对于新手或不常使用超薄切片机的用户来说尤其困难。不仅存在损坏昂贵切片刀的风险,而且还可能损坏样品,无法用于切片。即使经验丰富的操作人员也需要小心谨慎,以确保在较薄样品(如细胞单层)切片过程中,不会因初始位置未对齐,而损失太多材料。
方法
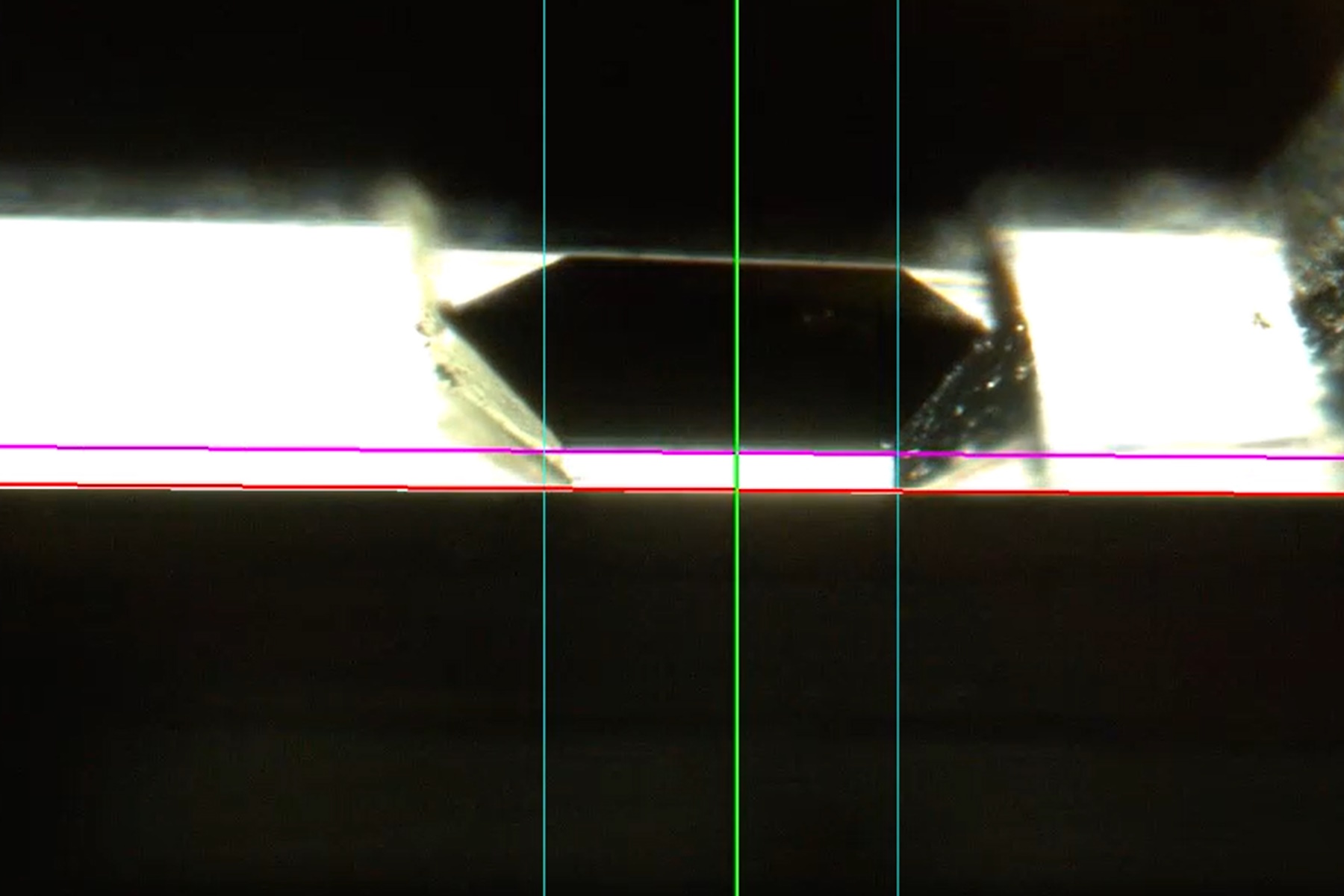
为了判断切片刀与样品之间的距离,用户需要使用底照光来观察它们之间的间隙,整个过程在体视显微镜下进行。底照光从下方照亮切片刀的背面,并通过样品块面的光滑表面反射光线,呈现为一条明亮的条纹(图4)。这被称为“光隙”。
完美对齐表现为在整个块面长度上均匀宽度的薄(蓝色)光隙(见下文)。


首先,将切片刀座移至足够接近样品的位置,以产生光隙。一旦在块面上观察到光隙,用户需要调整样品旋转,使块面下边缘与切片刀平行。如果未调整切片刀角度,可能无法使样品和切片刀平行,因为块面尚未被修块刀修整。
切片刀角度
为了补偿块面表面与切片刀之间的角度,需要旋转切片刀,直到块面的前导边缘与切片刀平行(图6)。这将确保样品从左到右的整个区域与切片刀接触,从而提供完整的切片,不会损失太多样品材料。此外,上述操作确保样品切割均匀,并使切片能够彼此粘附,在切片刀水槽中形成条带(图6,下图)。

样品倾转
样品倾转是最关键但不易观察的影响参数之一。如果样品倾转不正确,切片刀在切割过程中将不会与样品运动保持一致。因此,在获得完整切片之前,可能会丢失珍贵的样品。
通过弧形样品夹以调整块面与切片刀边缘之间的角度,可以调节样品倾转。以光隙为指标,用户在调整过程中需要上下移动样品,直到光隙在整个块面上显示相同的厚度(图7)。
这需要通过迭代方法来调整样品倾转。在这个阶段,切勿将切片刀太靠近样品,否则块面的离切片刀较近部分可能会被完全切掉,从而有损失整个样品的风险。同时,也存在切片刀损坏的风险。

以光隙为作为调整的指标
样品和切片刀角度调整的最后一步是使用光隙作为指标进行调整。在调整样品倾转之后,小心地将切片刀朝样品推进,直到切片刀与块面之间的光隙几乎看不见。在接近过程中,光隙的颜色会发生变化,直到最终变为蓝色(颜色的变化是衍射的结果,图8)。使用这种方法,在整个块面上对齐偏差能够小于1µm。从块面反射出的蓝色光隙,通常表示块面与切片刀之间的距离约为400纳米。在此距离下,在所有角度上均匀分布的光隙是最精确指标,尽可能减小材料的损失。

解决方案
在回顾了将样品与切片刀对齐所需的详细步骤后,我们很明显能看出这个过程极其复杂,包含许多阶段,并潜在诸多失败点,就可能会导致时间和资源的大量浪费。这对于那些新手或不太经常使用超薄切片机的人来说尤其适用。
为了解决这些潜在的困难,自动化对齐程序就具有重要的意义。徕卡显微系统的新一代超薄切片机UC Enuity能够提供这一解决方案。
组件
UC Enuity提供了一个全新的自动化模块,该模块使用电动组件将块面和切片刀组合在一起。上述模块能够进行非常精确的手动对齐,也可以实现完全自动操作(图9)。
和弧形样品夹(2)的UC Enuity")

对齐过程会引导用户完成接近阶段,最终对齐步骤将自动完成。这种自动化设计旨在保护切片刀和块面免受损坏,同时帮助用户实现完美对齐。该功能帮助未经过培训的用户,如在核心设施或研究组内工作的用户,在切片刀和样品的初始定位阶段,在不承担损坏风险的情况下获得高质量切片。
需要注意的是,要执行完全自动对齐功能,必须满足某些先决条件。例如,块面尺寸必须至少为250 x 250µm,最大为1200 x 1200µm。此外,块面必须具有反射性且足够干净。
自动化工作流程
开始自动对齐程序前,首先应将切片刀接近块面并居中。在用户确认后,将执行自动对齐功能(图11)。
。自动对齐过程中的相机图像(右)。")
软件检测图像中的不同边缘,并对切片刀角度、样品倾斜和样品旋转进行迭代对齐。在此过程中,样品会上下摇动,以观察分析整个块面范围的光隙,并据此调整样品倾斜。
在过程结束时,可以自动将切片刀接近样品,直到大约5µm的距离(图12)。如果需要,也可以进行手动校正。

多组测试结果
对齐过程的目的是避免在获得完整切片之前,不必要地损失部分样品区域。为了提供确凿的证据,证明自动对齐功能能够可靠地产生高质量切片,我们对样品进行了一系列超薄切片测试。
在第一组代表性样品中,专家手动进行了对齐。通常,专家需要切割5-10个厚度为100nm的部分切片,直到获得完整切片(表1)。另一组样品使用UC Enuity的自动对齐功能进行修块,其中五个不同样品使用不同设备进行修块,样品块面尺寸不同。在两组测试中,部分切片的平均数量均低于或等于10,而最少部分切片的数量在3到7之间(表2)。这证明使用UC Enuity可以成功实现自动对齐。
专家 | 样品类型 | 修块 | 块面宽度 | 获得完整切片所需的100 nm切片数量 |
#1 | Epon,圆柱形模具 | 钻石刀 | 300 | 5 |
#2 | Epon,圆柱形模具 | 钻石刀 | 500 | 10 |
#3 | Epon,圆柱形模具 | 钻石刀 | 200 | 7 |
#4 | Epon,圆柱形模具 | 钻石刀 | 300 | 6 |
表1:超薄切片专家获得完整切片所需的部分切片数量。
| 样品类型 | 修块 | 块面宽度 [µm x µm] | 获得完整切片所需的100 nm切片平均数量(最少数量) |
1 | Epon,圆柱形包埋模具, | 90°钻石刀 | 500 | 8 (最少 5) |
2 | Epon,圆柱形包埋模具, | 90°钻石刀 | 1000 | 8 (最少 6) |
3 | Epon,圆柱形包埋模具, | 45°钻石刀 | 250 | 8 (最少 3) |
4 | Epon,圆柱形包埋模具, | 45°钻石刀 | 500 | 10 (最少 7) |
5 | Epon,圆柱形包埋模具, | 使用钻石石铣刀在EM RAPID上进行45°角修块 | 1000 | 10 (最少 3) |
表2:使用UC Enuity自动对齐后获得完整切片所需的部分切片数量。
测试1,n=4;测试2,n=2;测试3,n=4;测试4,n=7;测试5,n=2。
, insulin SGs (orange), microtubules (red), nucleus (yellow), and plasma membrane (transparent).")

-b-poly(isoprene). Right: Poly(styrene)-b-poly(methyl methacrylate).")
